Back to Carron in 1869:
“When the metal has sufficiently cooled, it is dug out of the sand and taken to the dressing shops, where roughnesses are removed. Articles cast in several pieces are carried then to the fitting shops, where they are put together. Kettle and stew-pans, which are to be tinned, are first annealed, and then passed to turners, who put a smooth and bright surface on the inside. The tinning is then done, the handles put on, the outsides japanned, and the completed goods removed to the warehouse. Portions of many of the articles are of malleable iron – such as the handles of kettles and pans, and in making of these a large number of smiths are employed.”
At the Falkirk Iron Works the castings were not always given time to cool and one observer noted in 1864 that they were all hurled in wooden barrows from the moulders to the dressers and sometimes the barrows were burning.
In the early days of Carron Co the castings had to be sent to watermills along the river for fettling which usually meant grinding the seams. Thin sheets of iron inevitably occurred on intricate patterns where the two halves of the mould joined and these were known as flashing. With complex fretwork this would have to be filed by hand. The increased use of steam power allowed the work to take place in the same works as the moulding. These large belt-driven machines used stone huge wheels which not only gave off dust but were prone to sudden catastrophic failure with fragments flying off at speed.

Illus: A Rotary Machine for cleaning the rough surface of castings, Smith & Wellstood.
.
Another way of cleaning castings was to place them in a tumbling box together with fettling stars. These stars were well known to local children as they were used by them in a version of the game of jacks.
Carron Co used to treat some of its cast iron intended for outdoor use with a varnish using its own unique recipe. This was noted in connection with its early cannon. Bitumen was used as a protective coating for such ironwork as pipes, tanks, roofing and marine accessories. By the late 19th century a particular type of varnish was used not only to protect the iron from rust but also to impart a clean matt black finish and this was known as Berlin black. It was made from asphalt or pitch with a hard gum and carbon black. When heated it fused to form a hard durable eggshell surface. It is also known as Japanning because it imitated Japanese lacquerwork. It was extensively used on cooking stoves.
At the beginning of the 20th century enamelling was replacing Japanning. Vitreous enamel is made by fusing powdered glass to the metal at temperatures between 750 and 850 degrees Celsius. The fine powder melts and hardens to a smooth durable coating. It was particularly useful for kitchen and bathroom furniture as it is smooth, hard, chemically and scratch resistant, durable and colour-fast – making it easy to clean and resisting burning. Its major disadvantage was a tendency to chip or crack if not evenly applied or if the metal rusted.
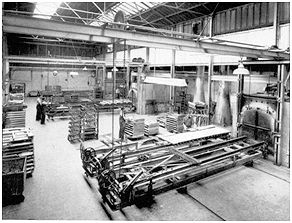
Illus: Enamelling shop – Smith & Wellstood.
.
Whilst Berlin black was painted onto the castings, enamel was usually sprayed. The heating did not take long and banks of kilns were operated alongside sliding rails for mounting the cast iron parts.
Many of the foundries produced parts for other firms supplying the public with heating, cooking or laundry equipment, building supplies, sanitation goods, engineering equipment or household products. If any of these items were complex enough to require assembling then extra charges were levied for “fitting”. For example, in 1860 Ure & Co started to supply fitted stoves and ranges to Smith & Wellstood, charging 11/- to 13/- per cwt.

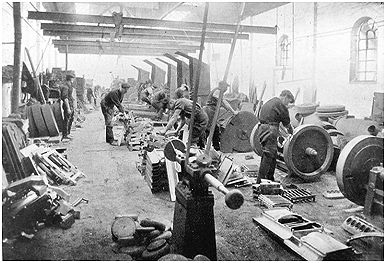
Illus: Assembling ranges at the Caledonian Works. The small grinding wheels can be seen in the background.
Smith and Wellstood soon saw the advantage of despatching its goods from the foundry at Bonnybridge and moved its six men from Glasgow to a purpose-built warehouse that it hired from the foundry. The six men included a tinsmith, finisher, fitters, and packers.
Assembling a stove or range could involve grinding the edge of a casting to make it fit snugly or removing an unwanted lug. Bolts had to be fitted and tightened and firebricks used to line the firebox or oven. There was an order to the process of assembly which was learned on the job.
The next section under the “Components” heading is Dispatch. Click here to read.
