Introduction
Aluminium is particularly important when it is necessary to combine the function of great strength with light weight, such as in parts for aircraft. Although some aluminium items could be cast in sand, as was traditional for iron castings, the mechanical parts required engineering precision and were usually die cast. In this method the shape was produced by the application of high pressure as in stamping and is known as forging. Generally there was little demand for sand casting, though items such as the aircrew’s seats were made this way by Carron Company. What was urgently required were large numbers of small parts made by die casting and the Carron Company worked its personal contacts hard to secure contracts in this area. Cutting the dies in hardened steel was the most expensive part of any job and the more items that were made from this die, the cheaper they were to produce – and usually the greater the profit.
Die casting is tedious work and requires good hand and eye coordination. As the products were usually small this made it suitable to women, though men remained numerically predominant. One worker at Carron Iron Works was temporarily put onto die casting after he had received an injury in another part of the foundry. The aluminium alloy was pumped into the lower part of the mould die using a lever. Then the handle was pulled and the upper die hammered onto it with considerable force. The pressed object was quickly extracted ready for the process to start again.
The dies could be made in the Engineering Department beside Carron Company’s Mungal Foundry and the machines were set up by its engineers. Carron Company was prompt in its development of this aspect of their business. In February 1939, for example, they received two orders from Short and Harland Ltd of Belfast for a total of 6,000 aluminium alloy drop forgings. At the same time contacts were established with the English Steel Corporation, which was coordinating contracts for light alloy drop forgings for many of the aviation companies. That summer a new company, Scottish Aircraft Components, was set up to energise the emerging Scottish aircraft industry. Through it the Carron Company received substantial orders from August 1939 onwards as subcontractors for:
- Rootes Securities Ltd
- Bristol Aero Engines Ltd
- Armstrong Whitworth Co Ltd
- Short Bros Ltd
Similarly, sub-orders were obtained through the Stirling group for:
- Short & Harland Ltd
- Austin Aero Engines Ltd
- Rootes Securities Ltd
Wartime production of aluminium forgings at Carron was important enough for the Air Ministry to allocate part of its limited supply of Reed Prentice machines to the Carron Works in order to speed up production and improve the quality. The Ministry also employed people at the works to act as quality control officers. In June 1943 the Company itself purchased a “Glocrack” device to detect minute cracks in the aluminium forgings that it was producing for the Ministry.
Steel and light alloy drop stampings made at Carron went into Rolls Royce and Bristol engines for various types of planes, including the Lancaster, Halifax, Wellington, Stirling, Barracuda and Typhoon. Amongst the wide range of aviation castings were parts for gun turrets and seats as part of a contract for Young’s Windows Ltd!
R & A Main were also involved in aircraft production at their Gothic Works in Camelon (see the section on iron foundries). Part of this work involved cutting large sheets of aluminium to shape using German machines operated by women. These were then riveted to the frames of aerofoils by the Company’s tinsmiths. The frames had been made at the works from flanged ribs of aluminium of a pierced fish shape. Neck guiders were also made here. These were for guiding ammunition into a turret mounted gun such as those on Wellington and Lancaster bombers.
The British government was slow to recognise the demand for aluminium for aircraft production. At the beginning of the war it was more concerned with the loss of its copper and tin imports. New ships, such as convoy escort vessels, for the navy were a priority. During the war, sidelights (portholes) for these were made in aluminium instead of brass. By June 1940 there were severe restrictions on the use of aluminium and the Admiralty decided to return to the use of naval brass for all heavy lights over the destroyer class and investigated the possible use of fabricated steel sidelights. In June 1942 Carron Company was able to report that :
“The demand for all types of sidelights has been very heavy and large numbers in cast iron, brass and naval brass have been produced. The tendency is to depart from non-ferrous metals as far as possible and many merchant vessels, trawlers, minesweepers and corvettes have been fitted with cast iron galvanised lights. While Admiralty have definitely discontinued aluminium, even for fast destroyers, they still specify naval brass or NC brass, with malleable cast iron deadlights. Certain tanker companies specify the whole light to be in MCI but, due to long deliveries, they accept brass with cast iron deadlights. Most vessels now have a certain number of lights, chiefly on the navigating bridge fitted with 0.75″ thick steel deadlights with a horizontal slot 1″ wide cut, as a protection against aircraft action.”
After the war Carron Company won the Cunard White Star contract for a complete set of promenade deck screen and bridge front windows for the refurbishment of the Queen Mary. The new window frames were to be in NC brass, whereas the original ones had been of aluminium silicon alloy and had eroded badly. Other aluminium castings produced at Carron included parts of tanks. The Seaview Foundry, Bo’ness, did not cast in iron, but specialised in brass and aluminium. During the war it had large contracts from Nobel’s in Linlithgow and Westquarter for components for detonators
Recycling
Household objects made of aluminium were sought after. There were various bodies involved in the collection. The landed gentry helped to organise many of these projects and did sterling work. The Countess of Roseberry inspected the collection of old aluminium at Bo’ness in August 1940. Youth clubs, such as the Boy Scouts, were also enthusiastic promoters of such schemes. One woman sacrificed her mother’s large aluminium pans to the cause. She had come from a large family and the old pans were too large to use and had been kept in the cellar for years. Her mother, however, kept her aluminium hot water bottle. It was used to wind wool, salvaged from old garments, around in order to straighten out the kinks.
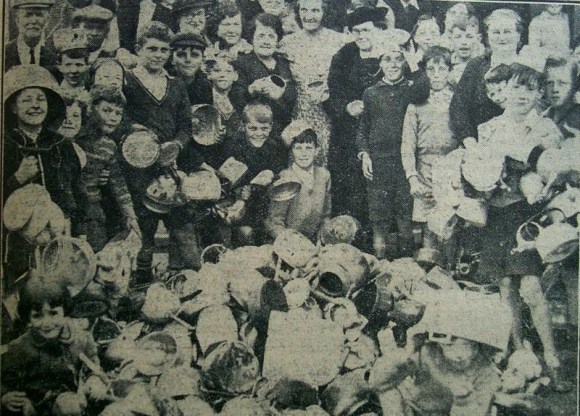
Most of these collections were coordinated through the local council. In January 1941 the Bo’ness Town Council was able to sell £300 worth of salvage, which included 95 lbs weight of aluminium.
Much of the aluminium collected went down to the British Aluminium Company’s works at Latchford Locks near Warrington, Lancashire, for secondary smelting. This works was opened in 1942. Some large items were included in the initial block casting at that company’s Falkirk Works when it opened in 1944.
New aluminium products for the domestic market became very scarce. At one Falkirk wedding in June 1945 all the presents were functional and included three aluminium pans that were still in use in 2004.
During the war ploughshares had been made into swords. After the war the roles were reversed and surplus war equipment was re-purposed or re-forged. Planes were scrapped and aluminium cladding was used in the construction of prefabricated houses. The “Blackburn” type of house was even named after the aircraft manufacturer at Dumbarton.
Aluminium Rolling Mill
In the second half of 1942 the Ministry of Aircraft production decided that there was a need for greatly increased production of aluminium sheets for an enhanced aircraft building programme. It therefore entrusted the British Aluminium Company to design, construct and operate an entirely new aluminium rolling mill. With the reduced manpower available the new works had to be highly mechanised. It was also to incorporate a considerable quantity of lifting devices so that female labour could be extensively employed. Most of the workforce in England was over committed and the government naturally looked to Scotland. For some time there had been vociferous complaints that Scottish girls were being sent to the Midlands to undertake war work, instead of sending the work to them in their home towns. Scottish MPs had been urging that work, and investment, should be moved northwards away from the blitzed towns of England.
The only native supply of the ore, bauxite (aluminium oxide), used as the raw material to make aluminium, was a low grade source in Northern Ireland, which was only worked for a short period. Until 1933 the main source of bauxite deposits used in Britain had been in southern France. However, in that year imports began of high quality deposits discovered in the Gold Coast (Ghana). With the fall of France these mines took on a new importance and the mines in Northern Ireland were reactivated. It was converted to alumina at smelters in Newport, Wales, and at Burntisland, Fife – both of which had good ports and lay on the edges of large coalfields. Reducing the alumina to aluminium took even more energy and so massive hydro-electric schemes had been established at Kinlochleven and Fort William to provide the power. These plants were in relatively isolated places and the widely travelled aluminium could be transported almost anywhere within Britain for further processing. The availability of a suitable workforce was therefore to be the prime determinant in the location of the new rolling mill. Instructions were issued to British Aluminium to seek a site in Scotland roughly on the line between Glasgow and Edinburgh which would be conveniently disposed to serve the air-frame factories located in Scotland and the North-West.


Partly for political reasons, the works were to be situated in a deprived area. The managing director of the British Aluminium Co was a Scot himself and saw this as a chance to improve the lot of his countrymen. At first there were three possible locations – Glasgow, Edinburgh and Falkirk. Falkirk, with its declining iron industry had skilled workers accustomed to handling metals. Falkirk Town Council was asked if it would be able to provide housing for the key workers and replied that it could not. The council house building programme had been halted by the war and any that could be finished would be allocated to local people. That put Falkirk out of the picture and it looked as though Edinburgh would get the new factory. Just in time, Falkirk realised how important the factory was likely to be to the economy of the area and went to British Aluminium with a new offer. The Council agreed to complete the structures that had been started before the war, getting materials released through the Ministry of Supply, and allocate them to the firm. The only condition was that should any of the houses become vacant they would revert back to the council to dispose of in the normal way. What may well have clinched the deal was that the MP for the area was Thomas Johnston, the Secretary of State for Scotland. 49 acres of land were acquired on the south side of David’s Loan in Bainsford, approximately one mile from Falkirk town centre.
At the time David’s Loan was a small rural track, which had to be widened in order to cope with the additional traffic. Falkirk Council refused to contribute to the cost of the road widening in February 1943, knowing full well that the site for the factory would not be changed at such a late stage. The Council was, however, willing to supply electricity, at the normal industrial rate. In the event, the main supply was obtained direct from the Bonnybridge Power Station of the Scottish Central Electric Power Co, and the Burgh supply was only to be used in emergencies as a backup system. The power was transmitted from Bonnybridge at 22kV and stepped down to 6.6kV for distribution throughout the works. When running, the power consumption per employee was more than three times that of the British Aluminium Company’s older m ills at Warrington in Lancashire or Milton in Staffordshire.
The widened road access was vital for the works, as most of the finished goods were to leave by lorry from the main gate. This was despite the fact that the site had in part been chosen because it lay adjacent to the Orchardhall Branch Line railway to Grangemouth so that supplies could be brought in through this major port. Falkirk, it was thought, was well served by trunk roads. Another advantage of the site was that it lay only 250yds north of the Forth and Clyde Canal, from which water could be drawn for cooling purposes.

Several million gallons were circulated daily. Due to the war, stress was laid on the provision of adequate fire protection and so there was also a connection with the town’s water supply by means of which a fall in pressure of the canal water supply automatically admitted town water to the work’s ring main, thereby maintaining an uninterrupted, though limited, service.
Preparatory construction work began in January 1943, pulling large numbers of construction workers into the area. These men had to be billeted in houses throughout the area and the newly opened British Restaurant in Falkirk provided many of them with breakfast and a mid-day meal. In February the British Aluminium Co took over 1 Neilson Street as flats and offices for essential personnel. The Town Clerk, in his capacity as Billeting Officer, was asked to help:
“H J Palmer, Esq, Area Welfare Officer, Ministry of Labour & National Service, 3 Grosvenor Gardens, Edinburgh.
Dear Mr Palmer, British Aluminium Company. Accommodation of Labour. I received your letter of 27th ulto, and beg to set forth the following arrangements arrived at as a result of our meetings and telephone conversations vizt:
1. I shall endeavour in so far as is possible to arrange for the billeting of skilled personnel and other operatives of standing who may be directed here to take up work at the above factory. I shall require, however, to be advised of the exact number and the date of their arrival beforehand. It would be helpful if you could let me have a few days notice.
2. I understand the Ministry of Aircraft Production or your Department are arranging for the requisitioning of Woodside Home here to accommodate unskilled and other labouring personnel. I am having the Sanitary Inspector make an examination of the premises required for sleeping accommodation and I shall let you have a copy of his report so soon as I receive it.
I have also arranged to obtain on loan if required from the Emergency Relief Officer 100 beds with the necessary bedding should the proprietor of the Home be unable to provide that equipment. I do not know how many men you may require to billet at the Home but probably 100 will be more than sufficient.
3. The British Restaurant Committee of my Council have made arrangements whereby breakfasts will be provided for any number of workers so desiring at 7.15 am and perhaps you will let me know whether this meal together with the mid-day meal is also desired on a Sunday. The evening meal can be supplied at the Temperance Cafe or one or two other small restaurants in the Burgh.
Yours truly,
Town Clerk” [432 – March 1943]
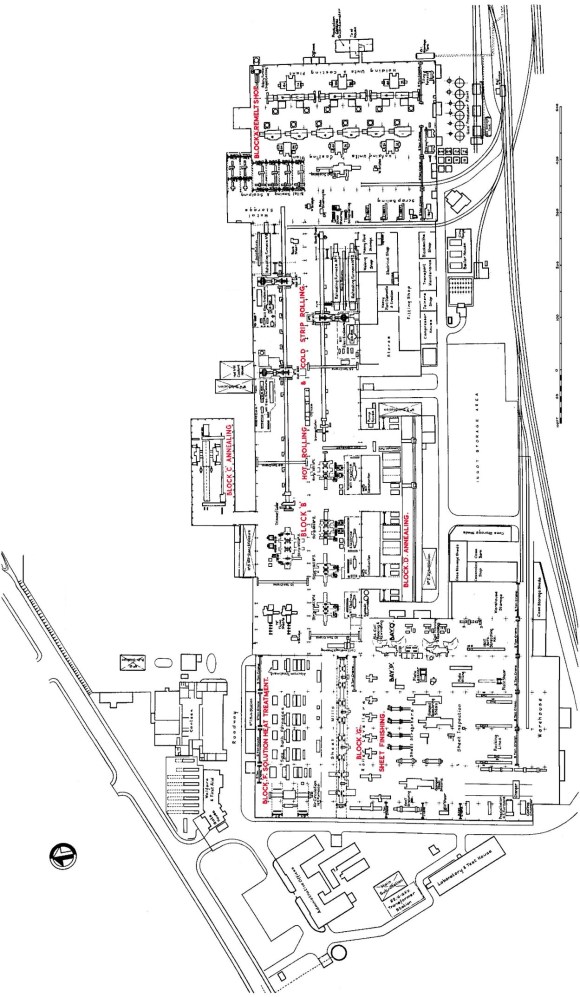
Work on the main buildings began in earnest in March. Although it called for some levelling, the 49-acre site possessed good load-bearing qualities and permitted designing to a basis of 3 tons per square foot. In total the new industrial sheds were to cover a floor space of 15 acres and work on the buildings progressed rapidly. Materials were hard to obtain. The main buildings were steel-framed structures enclosed with R.P.M. sheeting, which was unlined.
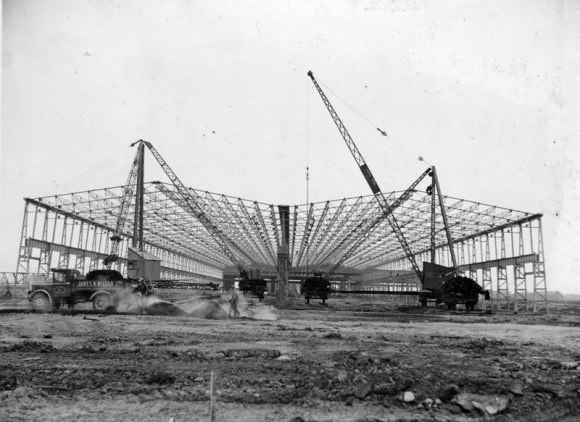
Illus: Block “C” from west, 23 July 1943.
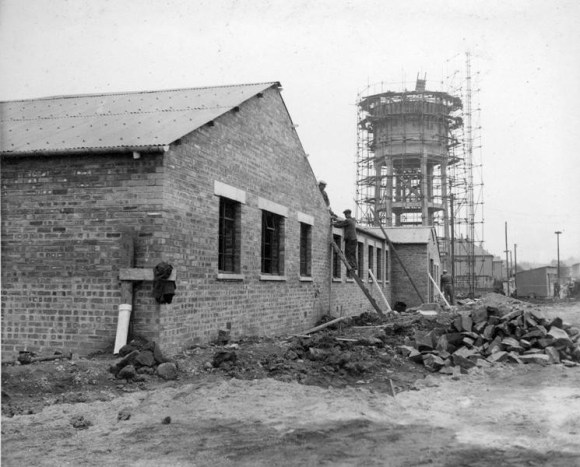
This cladding consisted of metal covered with asbestos (elsewhere this was subsequently found to be a problem as flames spread in the air gap between the two materials). A 9in brick dado wall 8ft high skirted all production blocks. Special-purpose subsidiary buildings, such as electricity sub-stations, pump and boiler houses, were mostly constructed of brick and/or reinforced concrete. The electric lighting of the main blocks was far more copious than in most contemporary factories and cloth blinds installed with the skylights ensured that none of the light could be seen from outside. Vents too were shielded.
.
Specialist staff soon started to arrive to supervise the installation of the heavy plant needed for the mill – engineers, production analysts, electricians, chemists, and so on. A J Field was appointed manager. The progress of the huge complex was keenly watched by the locals from the vantage point of the Cinder Hill. At the Carron Iron Works steel casing was made for the works. The overhead cranes were supplied by the Motherwell Company. An 80-ton mill housing for No. 3 Hot Mill was en route to Bainsford and had to cross the River Ure at Boroughbridge by a famous old stone bridge carrying the Great North Road.
The bridge collapsed sending the housing and the articulated lorry to the bed of the river. The housing was recovered and installed at Falkirk, where it performed well.
Negotiations over the completion and allocation of the council houses were difficult and protracted. Despite having agreed in principle, Falkirk Town Council wanted to make sure that everyone was aware of its true socialist values:
“The Senior Regional Labour Officer, Ministry of Aircraft Production, 21 Glassford Street, Glasgow.
Dear Sir, Houses at Cobblebrae. British Aluminium Co Ltd. I refer to your letter of 3rd inst, which I had an opportunity of submitting to my Council at their meeting last night.
While my Council are of course most sympathetic to the needs of your Ministry particularly at this time I am to say that the houses at Cobblebrae are being built to meet the urgent need of persons residing in the Burgh in unfit and overcrowded conditions.
Notwithstanding the purpose for which the houses were built as stated my Council are prepared to grant a number of them for accommodation of key men and their families who may be required to take up work at the above factory and for that purpose I should be glad to learn at your earliest convenience the exact number of houses which will be required.
I think it would also be of material assistance to my Council if a representative of your Ministry armed with the necessary powers could meet with the Convenor and Vice-convenor of the Housing Committee of my Council to adjust the terms and conditions on which the houses required might be allocated and thus avoid any difference which might thereby arise. If such a meeting can be arranged perhaps you will so indicate to me and give me a choice of dates.
Yours faithfully,
Town Clerk [805 – May 1943]
Some of the houses had been in an advanced state of completion when the work was prematurely halted by the demands of the war. Wall heads had been made watertight and some of the houses only wanted roofs, floors, stairs and services to make them habitable. Inevitably there were problems and delays in obtaining materials:
The Secretary, Department of Health for Scotland, St Andrews House, Edinburgh.
“As you are also aware a request has been made to the Town Council for a number of houses at Cobblebrae to be set aside for key personnel of the British Aluminium Co Ltd working under the auspices of the Ministry of Aircraft Production. My Council have agreed to accommodate a certain number of the key workers and their families and it is hoped that release and delivery of materials will be so accelerated as to permit the completion of the houses required this year.” [907 -June 1943]
An agreement was reached whereby those houses that were well advanced would be finished and allocated to the key workers and that work would resume at a slower pace on those at little more than foundation level for local people. The former included many houses in Cobblebrae and a block in Haugh Street.
Many of the English workers came from the British Aluminium works at Warrington. Most of these lived at Bankee and nearby at Leek and Stoke. A chargehand rollerman from Bankee arrived before the houses were ready. At first he left his family behind and stayed with a local family, the head of which was Mrs E. The furniture arrived and he sent word for the rest of the family to follow. The train journey took them to Manchester, where they changed. Then to Carstairs and another change for Larbert.

They had been advised to go to Larbert rather than Falkirk Grahamston, as it was easier to get a bus to Bainsford. The family with whom father had been staying fed them that first night. They had been warned that they would encounter strange food and they got tatties and mince. They ate it nonetheless.
One of the daughters was 12 years old. Her mother had worked as a weaver before the war. During the war she continued in this work and so had been able to procure offcuts of material, such as parachute silk. Now, however, she was heavily pregnant with another child when the family arrived in their new home. A son was born just six weeks later. When her eldest son had been born earlier in the war she had been sent back to work by the government and he had to go to a nursery. She was pleased to find that in Scotland women with a young child were not obliged to.
The family had been allocated a council house at Cobblebrae. However, the family always considered it a damp house and believed that to be due to the interruption in its building. They had given up a council house in Bankee to move and felt it only right that they should have one at Bainsford. Some of the locals begrudged this, but they were few in number. One, Mrs Macgregor, lived immediately opposite. Yet, despite her antagonism to some of the family the new boy could do no wrong – after all he was now a Bairn! A new house, of course, needed curtains and black-out material. This would have taken more coupons than they had. Fortunately a shop in Falkirk had a lot of muslin. This was dyed using food colouring and Edith’s mother was busy with the treadle machine. Carpets were not available. Father stained the floors and mother made rag or peg rugs. By and large the family was well received and slowly settled in. There were cultural differences between Lancashire and central Scotland that they had not realised existed – such as the names of cakes and she often found herself pointing at things across the shop counter. Nor could you buy tripe, pigs’ trotters, udders and hearts in the way they had been used to.
At school the youngest daughter, MMMM, picked up the strange new words of Scots. Her mother had much more difficulty. She got on well with the other children and found herself often relating to them the stories of wartime Warrington. Her part of England had seen far more enemy action than Bainsford. She told them of the low flying enemy planes casting their shadows across the gardens and of the time she had spent in shelters. One man on leave from the army had been killed when he and his girl friend were walking past a house that got bombed. There had been an explosion at the BA factory at Latchford, Warrington. Two men were arrested by the police as saboteurs. Things seemed so quiet in Bainsford. When an air raid siren did go off the girls from Warrington remained in the street looking into the sky for aeroplanes. There were none and they wondered what the fuss was about. Had it been their hometown the sky would have been full of them. A woman came out to them and kindly offered them space in her shelter. The newly finished houses did not have shelters.
One family living at Bankside was severely overcrowded and had been promised a new council house at Dawson Park. Much to the mother’s annoyance, when the houses were finished in 1943 they were allocated to the English families coming to work at the new aluminium works. There was some resentment at this amongst those who had been promised the homes, but by and large people understood.
In 1944 SSSS was asked by his management at Warrington if he would like to go to Falkirk. He could see little chance of promotion at Warrington, as all the senior posts were filled by people who were unlikely to leave, and so he agreed. It was evident that the company wanted him to go. He too got council accommodation. The local people were irritated by what they saw as queue jumping and the small enclave of houses was known as the “English Colony” or “Little England”. SSSS moved into his new flat on 1st May 1944. The houses around were still being completed. His wife had some trouble in local shops. Rations and goods seemed to disappear when it was her turn. On the other hand most of the locals treated them well. Smith’s chemist shop in David’s Loan always gave them a friendly reception.
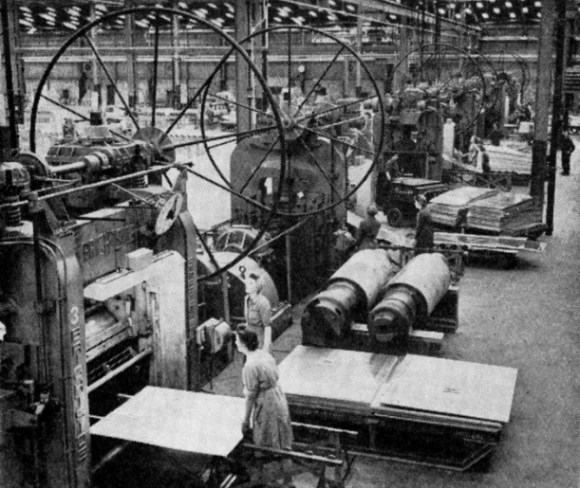
Other experienced people were recruited from the existing works at Fort William, Kinlochleven, Milton and Newport. Having got the key workers from its other British plants, British Aluminium set about recruiting local people for the main workforce. They needed hundreds. As a new plant, and practically a new industry in Scotland, set up at a time of crisis, the trade unions found it difficult to control the proportion of women that were to be employed there. Consequently, women were in the majority, and were able to perform a wide range of tasks. They did most jobs, except those on the mill. They were involved in stretching, flattening, cutting, packing and inspecting the aluminium sheet. They drove the stackers, trucks and overhead cranes.
One young woman, whose father moved to Falkirk, had been a wire rope splicer in Warrington. When the family moved she needed permission to leave this reserved occupation in order to go with them. For a while they wondered if she would have to stay behind, but eventually an agreement was made that British Aluminium would employ her at Bainsford and she became a crane driver. Women manned the machines and did manual lifting.
Special bus services were provided to bring the huge workforce to the works. Workers came from Stirling, Linlithgow, the Braes villages, Camelon, etc. In the black-out they soon learned to recognise the characteristic double bump as the bus went over Bainsford Bridge. The cycle racks outside the works were always full.
In March 1944 the steel foundry at the Grange Foundry ceased production. The workers were concerned for their future prospects, as most were over 40 years old and were included in the list of reserved occupations, making them hard to employ. British Aluminium set up a recruitment station there to interview the redundant workers and the majority were taken on. Large stocks of ammunition in the country meant that the Ministry of Labour was able to transfer workers from other foundries, such as the Carron Iron Works.
.

Men were harder to retrain than women. They had been accustomed to handling cast iron or steel, which could be flung around with little care. Aluminium sheeting was far more delicate and scratched easily. One thing that they did appreciate was that the aluminium works were much cleaner than the foundries. The wages were better too. An electrician at the Grangemouth Dockyard working on the degaussing of ships heard about the money being paid. He decided it was time to move but his job was classified as a reserved occupation from which he needed government permission to remove. So he contrived to get himself sacked (not for the first time) and, being without a job, was able to go straight to British Aluminium. Injured soldiers, who had been invalided out of the armed forces and given a green card, were taken on.
In April the Ministry of Labour and National Service asked for facilities at the British Restaurant in Falkirk for the feeding of persons transferred to the locality for work with British Aluminium Co Ltd. Due to restricted space there, Falkirk Town Council offered to supply the work’s canteen with meals instead, but this was found impracticable because of the shift working. A well-appointed canteen was provided and each year there was a work’s dance in Mathieson’s Hall.
On 9th June 1944 Sir Stafford Cripps KC MP, the Minister of Aircraft Production, officially opened what the censored national press of the day had to refer to as “certain works in the locality”. Thomas Johnston was also present, as were Joseph Westwood Under-Secretary of State for Scotland and Arthur Woodburn Parliamentary Secretary for the Secretary of State for Scotland, and the local provosts. The plant had been producing some time prior to the official visit.
At first there were three shifts, but this was later reduced to two. The factory was a happy place to work in. The girls sang and told jokes. MMMM’s sister often had her fellow workers around at the house for parties. Each girl would bring something to eat for the buffet. Parties were often arranged at short notice, as were dances. It did not seem to take long to book a dance hall and find an accordion player. An entrance fee of 2s covered expenses. In this part of Scotland attendance at a public house was largely the preserve of men. Rab Bernard, the publican of the “Carronade” in Bainsford’s Main Street knew that in England women often accompanied their husbands to the pub. So he set aside a room for the new BA workers and their wives to use.
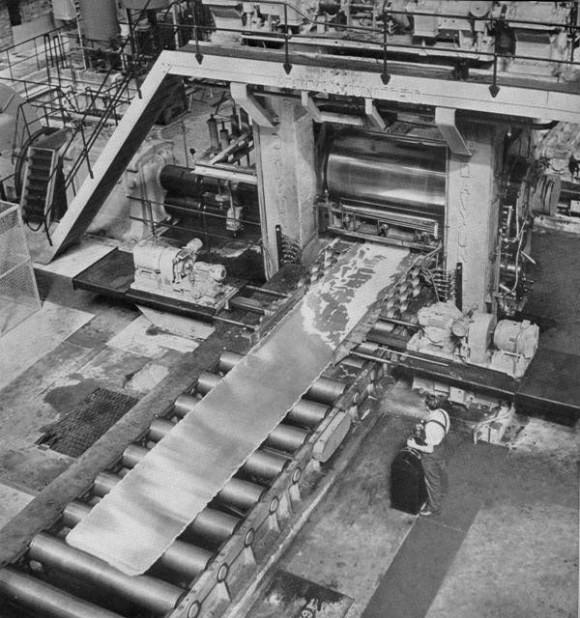
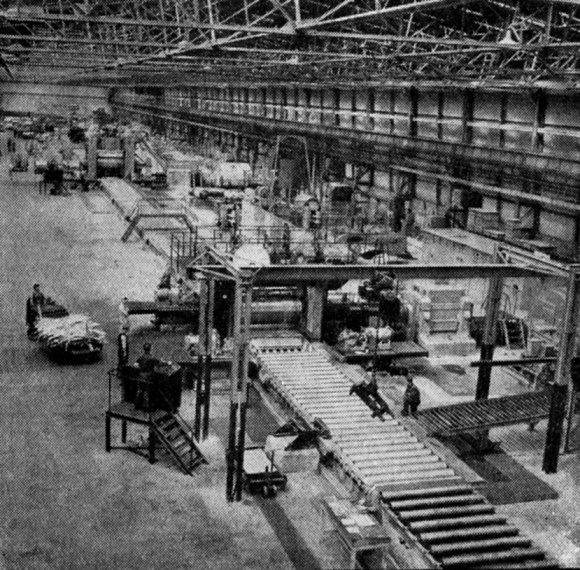
The main product was sheet aluminium for use on aircraft. Three quarters of the wartime output was of strong aluminium alloy sheets for aircraft. The ingots arrived from the north and were melted in a furnace with the scrap derived from previous runs (cutting the side and end pieces). Samples were taken from the holding furnace to ensure that the correct alloy had been achieved. When the analysis showed it to be correct a block was cast. Most aluminium works rolled the ingot between two steel rollers fixed like those in a mangle. It was then pushed backwards and forwards, getting thinner and broader on each pass. At Bainsford there was a series of rollers placed in a straight line. The ingot passed through each in turn. As it did so it began to coil and had to be reheated periodically to prevent it from becoming too brittle. It then went to a finishing department, where it was flattened and sheared for dispatch by road to the aircraft manufacturers in England. Tissue paper was placed between each sheet. Small quantities were sold through Brown, an agent in Glasgow. Road transport was used as it was found that the constant shunting in railway wagons caused the sheets to slide over each other causing friction marks on the soft surface of the aluminium sheets. Smith’s of Maddiston became the company’s hauliers and made a small fortune out of the contract. Packing cases were provided by Callendar’s, who likewise did well.
The plant opened according to what was known as “Scheme 10” with four mills and its own gas works. All of the workforce took turns in firewatching duties. Bunk beds were provided and it was only if the air raid siren went off that they had to patrol the works. The siren rarely sounded. A fire squad was trained and provided with a trailer pump. (After the war the works even had its own ambulance.)
As a new works there was no compulsion after the war for the women to leave their posts on the return of men from the armed services and many of them stayed on. Others either felt obliged to move over for the men who had risked their lives in the service of their country, or left to start families. Far more gradually than in other works, men took over. By the end of 1946 it employed 1,600 people, of whom 300 were women. The Falkirk rolling mill was bought by the British Aluminium Co Ltd in 1946 and an extensive scheme of reconstruction, known as Scheme 10A, was undertaken to cope with the wider range of products required in peacetime. The wartime aircraft programme was curtailed and the factory turned over to the manufacture of sheet for prefabricated houses. Corrugated sheet was in demand, especially in tropical countries. New equipment was installed in the existing buildings for making thick alloy plate up to 30ft long and 6ft wide for shipbuilding, heavy engineering and structural work. It subsequently expanded to provide thin gauge material for such products as corrugated building sheet and coil stock for rolling to aluminium foil. By 1957 the covered area had expanded to 24 acres and the workforce reached its peak at 2,750. The good working atmosphere of the war years stayed at BA for a long time. It was a very sociable firm. A social club was built on the other side of the road. Its sprung dance floor made it one of the best venues in the area.
Technical Description of the British Aluminium Works
The original instructions to the British Aluminium company Ltd were to provide a certain amount of capacity in flat sheets up to a maximum width of 4ft, almost entirely in heat-treated strong alloys, and also some surplus hot rolling capacity to act as a reserve for supplying other works with hot rolled plate. Subsequently, the Ministry output requirements were stepped up by 66%. Later still, further instructions were given at different stages to increase the capacity; this time for the production of sheets up to 6ft wide. This necessitated the widening of the North (No. 2) two-high hot mill (the housings of which had already been cast) to take rolls of 96in barrel length to manufacture heat-treated strip in coil form; and finally to produce sheet and plate to specially close tolerances and with a very high degree of flatness. The Works were consequently designed in three stages, and had the final requirements been known originally it is probable that the layout and type of some of the plant would have been different. The various schemes eventually necessitated a building with a floor area of 15 acres.
The main electricity supply to the factory was from the Bonnybridge power station of the South-East Scotland Area Board of B.E.A., transmitted at 22kV over two independent feeders. This supply was augmented for standby emergency purposes by a small 6,6kV service from the Falkirk Burgh network. Main transformation down to 6,6kV took place on two 10-mVA transformers, all switching at the factory end being confined to the 6.6kV side. The main switchboard comprising 250mVA oil circuit breakers was arranged to serve a double-ring main with facilities for inter-connection, and the E.H.T. network fed several sub-stations disposed around the plant.
The bulk of process water required for cooling purposes or for gas washing was drawn from the Forth and Clyde Canal 250yds to the south. Drawn through a rotary self-cleaning filter, the canal water was delivered via a 15in pipe by four 85hp, 1,500 gallons per minute pumps having a discharge head of 120ft located in a pump house at the canal side intake. The canal water was sent to a ring main encircling the plant and serving both process demands and also fire hydrant points. Due to the war, stress was laid on the provision of adequate fire protection and so there was also a connection with the town’s water supply by means of which a fall in pressure of the canal water supply automatically admitted town water to the ring main, thereby maintaining an uninterrupted service, slightly limited. After completing its service, water from all consuming points was returned to a common drainage flume which ran the length of the factory on the south side and from which float controlled pumps of 37.5hp, 50ft head and 1,500 gallons per minute, returned the water via a second 15in main to the canal. The total daily circulation amounted to some 4½ million gallons, of which practically the whole was returned to the canal after use.
In addition to the canal service there was also a Town’s water ring main required for domestic drinking water and for use where it was essential to avoid any degree of contamination, such as in the make-up of hot-mill coolant.
A compressed-air service was available in all production blocks for the operation of plant auxiliaries and for use in the strip mills themselves. This was maintained at a pressure of 11 lb per square inch and was supplied from three 135hp, 31-rpm, 600 cu-ft per minute Broom and Wade compressors augmented by a further unit of 64hp, 300 cu-ft per minute capacity. In addition to intercoolers and after-coolers, the distance traversed by the air mains made it necessary to equip these at several points with water traps and with moisture separators in the branch pipes feeding points of consumption.
All of the furnaces in the factory were fired by producer gas, with the exception of the electric box-type annealing furnaces and salt baths. To meet this demand, which totalled approximately 700,000 cu. ft per hour, a battery of six type P.G.M. gas producers of 9ft internal diameter was installed by the Power Gas Corporation. Employing foundry coke, each unit was designed to produce 150,000 cu. ft of gas per hour at a maximum gasification rate of 22.5 tons of fuel per day, the resultant gas having a nominal calorific value of 127 B.Th.U per cu. ft.
The Process
Raw material was normally supplied to Falkirk in the form of ingots or pigs, and operations commenced with the melting of the ingot plus process scrap to produce rolling slabs. The main melting furnaces were of the fixed hearth reverberatory type and were fired with cleaned producer gas. There were two sizes of furnaces – some with a bath capacity of 10 tons and the others of 14 tons. These furnaces were normally worked on the continuous melting principle, the solid metal charges, either ingot or baled scrap, being pushed into each furnace from one end through a charging funnel – the furnace burners being at the opposite end of the furnace bath.
The products of combustion after passing over the bath continued into the charging tunnel and preheated the newly charged metal, which was pushed into the bath at regular intervals by screw operated pusher gear.
Casting was carried out on the semi-continuous principle by the D.C. or long-casting method. The general principle and arrangement of which was becoming widely used. The metal was transferred from the holding furnaces via a launder to a feeding receptacle, which in turn supplied one or more moulds so that multiple casting could be applied when sizes permitted. Slabs were cast to a length of 10ft and up to 48in wide by 8in thick.
From the melting furnaces the metal was transferred via launders into holding furnaces, the launders being so arranged that there was but little turbulence or creation of oxide. These holding furnaces were fired by cleaned and scrubbed producer gas and had a capacity of approximately 5 tons, which formed batches for casting, the metal being settled, fluxed or de-gassed as requisite in the furnaces before casting.
These slabs were afterwards sawn to the required length for rolling. Slabs of over 1 ton in weight were used and appreciably heavier slabs were envisaged after the war.
SLAB PREHEATING FURNACES.
These were fired by cleaned and scrubbed producer gas. The burners were arranged along each side of the furnace and grouped so that there were four controllable zones along the length. The products of combustion were recirculated, and provision was made for sufficient of these to be bled off to ensure a slight positive pressure in the furnace heating chamber. The furnaces were of the pusher charging type, the rolling slabs standing on edge on trays that were pushed through on skid rails. These furnaces could accommodate rolling slabs from 5ft long by 3ft wide up to 8ft long by 4ft wide.
After having been sawn, the slabs were scalped as necessary in large milling machines that could deal with slabs up to 4ft wide. Scalping of hard alloy slabs that subsequently had to be plated for clad sheet production was carried out dry, but for unclad material, or for pure aluminium and common alloys that occasionally had to be scalped, a cutting lubricant was employed.
In addition to the main melting furnace equipment, there were cylindrical furnaces of the tilting type used for the production of hardener alloys and for the melting of scalpings, sawings and metallics recovered from furnace skimmings.
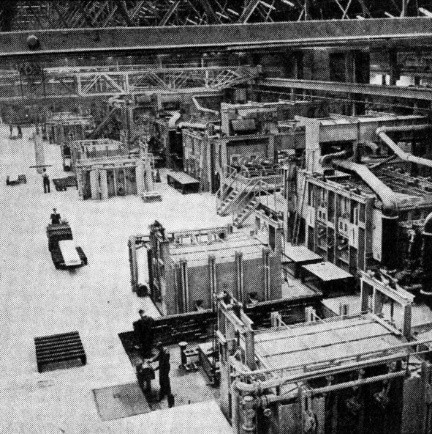
Rolling Mill Plant
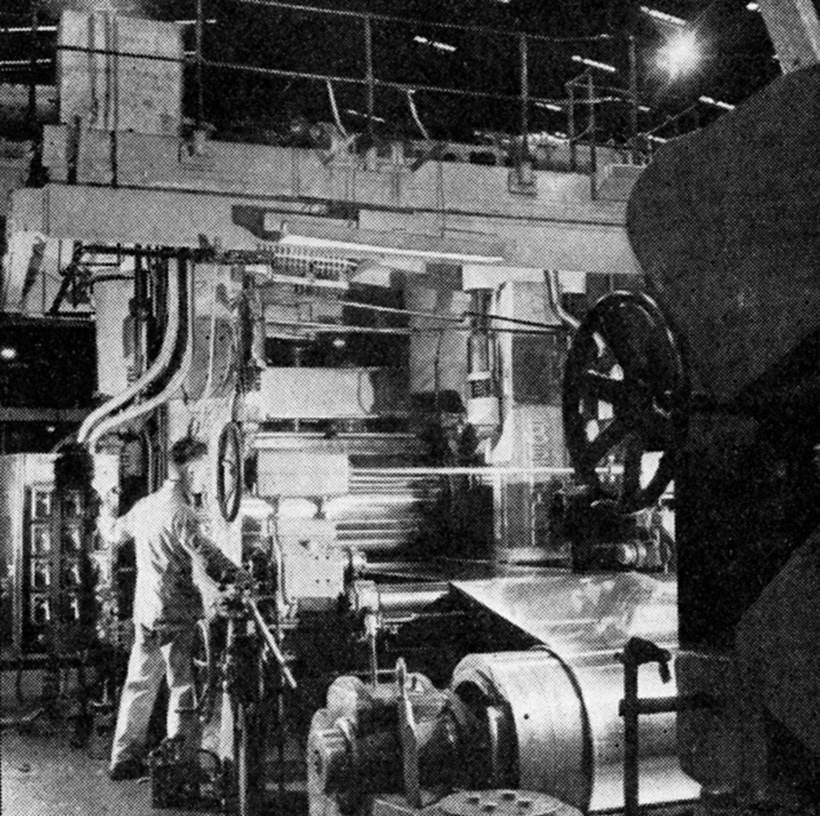
Substantially all of the production was rolled in coil form, the finished coil subsequently being put through levellers and automatic shears for cutting into sheets. There were also a certain number of standard type flat sheet mills. The principal rolling plant was divided into two main trains – one for the production of material up to 4ft wide and the other up to 6ft wide – each of these trains being located in adjoining bays having spans of 100ft..
The 4ft mill, known as the South Mill, commenced with a 2-high reversing hot mill with rolls 34ins diameter by 72ins long, carried in fabric type beatings. The main driving motor had an RMS rating of 2,000hp with a peak working capacity of 4,000hp. This mill hot-rolled slabs down to the required blank gauge and at the end of the run-off table the blanks were edge trimmed and coiled for annealing and/or further rolling.
The cold rolling plant comprised 2-stand tandem 4-high strip mills and single stand 2-high strip mills. The 4-high tandem mills had rolls 60ins long, the work rolls being 17ins in diameter and the backing-up rolls 42ins. Each stand was driven by a mill motor having an RMS rating of 1,000hp. All strip mills were supplied from individual MG sets with Ilgner control. These mills were used for getting-ready work and for finishing strong alloy and commercial sheets in the heavier gauges.
The single stand 2-high mills were of the reversing type and had rolls 60ins long by 30ins diameter, each being driven by a motor with an RMS rating of 600hp. These mills were normally employed on pure aluminium and common alloys, particularly when required in the thinner gauges and to a high standard of finish.
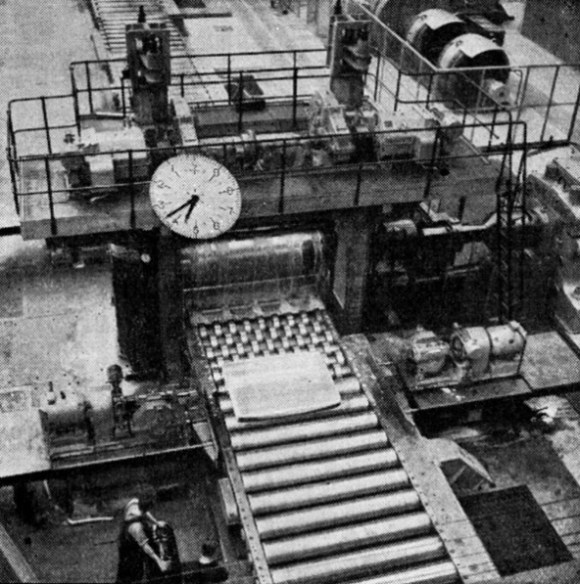
The 6ft mill, called the North Mill, commenced with a 2-high reversing hot mill having rolls 35ins diameter by 96ins long, and was driven by a motor having an RMS rating of 2,000hp – the drive being a duplicate of that on the South hot mill. This mill did the initial hot rolling and the partially rolled slab was then transferred down the mill table to a second hot mill for final breaking down, the two mills being in line.
The second hot mill was of the 4-high reversing type having rolls 96ins long, the work rolls being 23ins and the backing-up rolls 52ins diameter. This mill was driven by a motor with an RMS rating of 3,000hp and was designed for a peak load of 6,000hp. This hot mill train was operated essentially on the wider material and stronger alloys, and, similar to the South hot mill, the line terminated in a large edge-trimming and coiling machine.
The cold rolling plant for sheets up to 6ft wide was a 2-stand tandem 4-high mill with rolls 84ins long – the work rolls being 20ins and the backing-up rolls 49ins diameter. Each of the two stands was driven by a motor of 1,500hp RMS rating. The ancillary equipment of this plant and of the tandem 4-high mills in the 4ft line was arranged so that the material could be rolled under tension on drums or on up-coilers of the 3-roll type – these roll coilers being used on getting-ready work and similar heavy work.
In addition to the main mill plant there were a number of flat sheet mills arranged in line, but each pair having its own driving motor and reduction gear. These ranged in size from 24ins by 72ins to 32ins by 84ins mills. They were not in the main rolling bays, but were introduced between the heat treatment and the finishing departments and could be used for the planishing of strong alloy sheets after heat treatment or for the production of thicker gauge sheets and odd small orders. The 32ins by 84ins mills were mainly used for the production of plate up to 3/8in thick by 6ft wide – lifting pass-over table being provided to facilitate the handling of these plates.
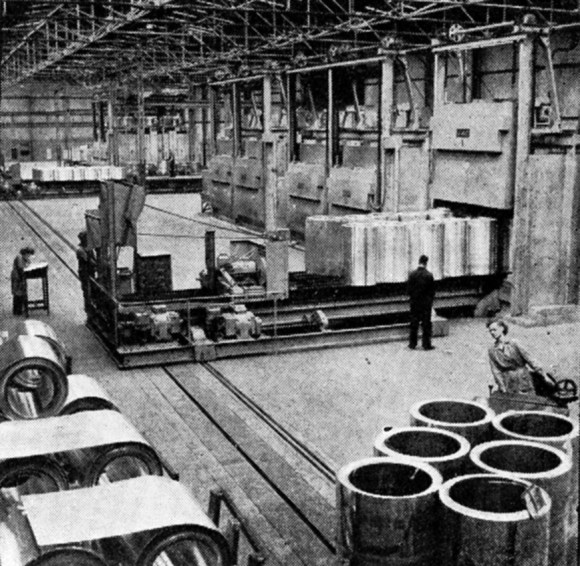
Annealing furnaces.
Two kinds of annealing furnaces were used – electric and fired with producer gas. The former were of the standard box type with hearths 9ft high by 18ft long, the heating elements having a rating of 350kW. The charging machines working these furnaces had a lifting capacity of 10 tons. These electric furnaces were adjacent to the South Mill, commencing at the blank coiler and running parallel with the cold rolling plant so that the distance for treatment was kept to the minimum.
On the north side the annealing plant was of the producer gas fired type, being fired with cleaned and scrubbed gas. The actual heating medium in the furnaces was air, which was heated in exchangers, the elements being of the needle type. The furnace was actually comprised of two separate furnaces or chambers side by side, ie with a common dividing wall, and each furnace had three separate sections – namely a vaporising or preheating zone, a soaking zone and a cooling zone. Each zone was controlled independently and was divided from its neighbour by a door that rose automatically each time the charge was moved. The coils were carried on bogies that were pushed through the furnace.
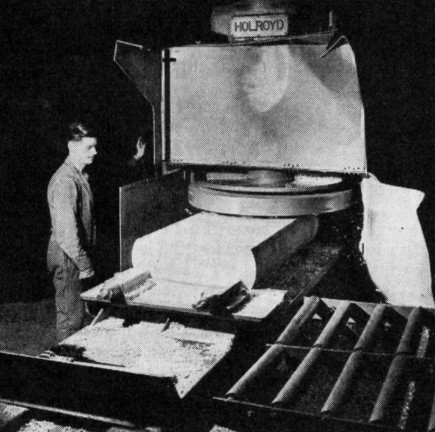
Flattening and cutting off machines.

At the end of the rolling mill bays the finished coils were cut into flat sheet for passing on to the heat-treatment department or to the final finishing department in the case of non-heat-treated material. Two types of flattening and cutting-off machines were employed – intermittent and continuous. The intermittent machines handled material up to 4ft wide and to a maximum thickness of 0.080in, while the continuous type with flying shears could deal with 6ft wide material up to a thickness of 0.125in. The continuous type of machine was far superior to the intermittent not only in regard to output, but also in accuracy of cut length and in finish, as there was much less risk of marking or pick-up on the sheets such as was sometimes caused by the stopping and starting of the rollers on the intermittent type.
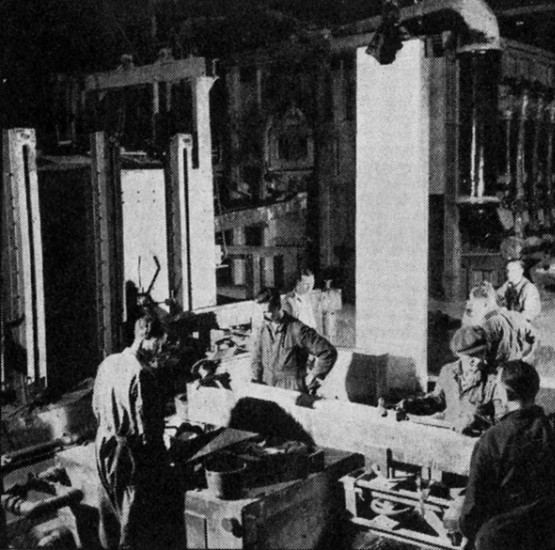
Heat treatment plant.
For solution heat treatment two types of plant were installed – electric salt baths and a gas-fired furnace, both complete with associated quenching and drying equipment. The salt baths were of two sizes – the smaller dealing with sheets up to 15ft long by 4ft wide, and the larger for treating sheets up to 19ft long by 6ft wide. After final shearing, therefore, the finished lengths available from the two sizes of bath were about 14ft and 18ft respectively, when the material was treated in flat-sheet form. For longer lengths the material had to be treated in coil form.
The gas-fired furnace had an elevated furnace chamber with a quenching tank housed in a pit in the floor below. The actual heating medium was air that was circulated at a very high speed, the air itself being treated by heat exchangers of the needle type that were built into the side walls of the furnace and were fired with cleaned and scrubbed producer gas. This furnace could deal with sheets up to 19ft long by 6ft wide.
For precipitation heat treatment the horizontal chamber type of furnace was employed. The actual heating medium was again air that was heated by a gas-fired heat exchanger of the type already mentioned. Alongside the furnace plant was a cooling chamber in which the rate of cooling could be controlled when required.
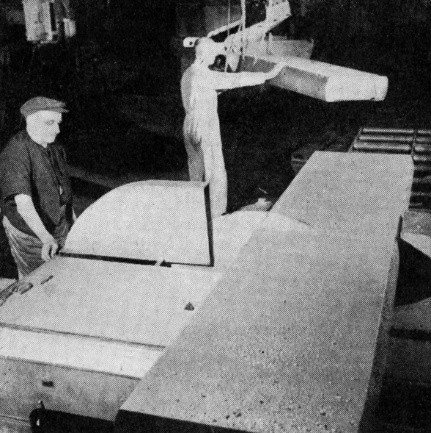
Finishing department.
Roller levellers, hydraulic stretching machines, coil slitting and rewinding lines and shearing plant of various types and sizes comprised the finishing department. The capacity of the sheet finishing plant fell roughly into three groups:
- Up to 14ft long by 4ft wide by 0.080in thick.
- Up to 18ft long by 6ft wide by 0.125in thick.
- Up to 18ft long by 6ft wide by 0.375in thick.
In addition a stretching machine was installed capable of stretching sheets up to 50ft long by 4ft wide by 0.125in thick.
The strip slitting and coiling lines were capable of dealing with material up to 54ins wide by 0.064in thick. These machines were designed to be used either for straightforward slitting and rewinding, for flattening and running of long straight lengths, or for dimpling coils for solution heat treatment and for subsequent finishing in coil form after heat treatment.
The shearing equipment comprised guillotine shears of the standard type ranging in size and capacity from 8ft by 1/8in up to 18ft by 3/8in in hard alloys. There was also a gang shearing unit of American manufacture that could deal with sheets up to 16ft 8ins long by 6ft wide by 1/4in thick. This equipment was capable of a very high rate of output with a small operating crew. It was fully mechanised and provided with automatic features so that sheets could be fed in continuously at one end and delivered at the other end sheared to size on all sides.
Inspection, packing and despatch.
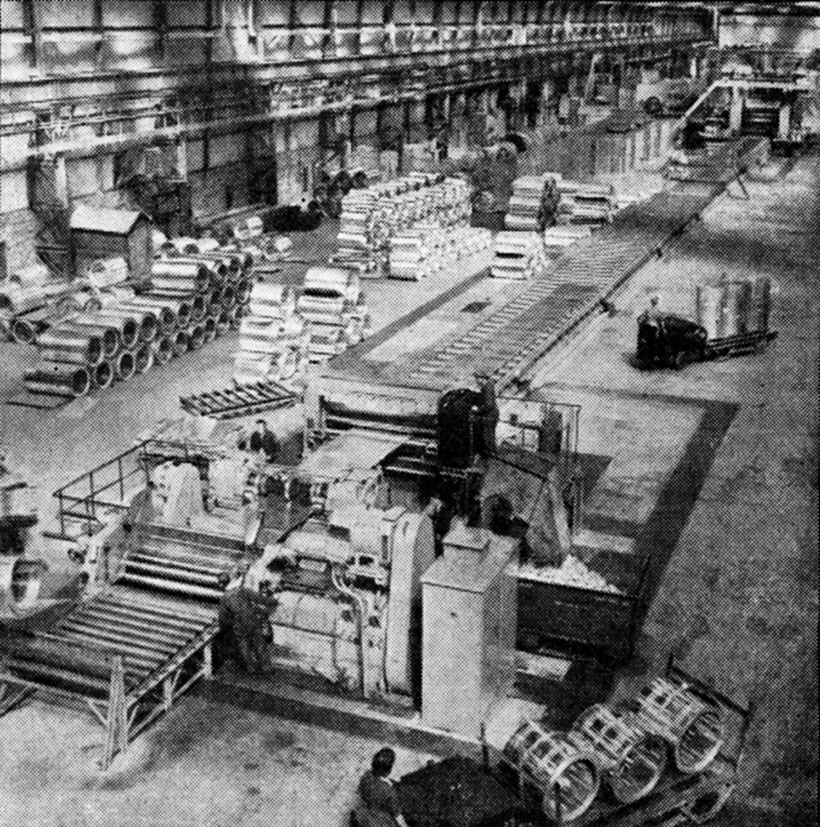
This department was provided with the usual complement of inspection stands and racks, automatic and other weighing machines, and also specification marking and sheet oiling machines. The case-making department for the manufacture and repair of packing cases was located alongside, and for final despatch the warehouse was well served for the loading of road and rail vehicles. This department was at the west end of the works, i.e. nearest the main entrance gates and at the end remote from the metal receiving and melting department. The whole works were so arranged that there was a straight-through flow of metal from its receipt to completion and despatch.

Jim and Maureen McLachlan, and Catherine and Sandra Bryce, playing on the track that led from Davids Loan to Langlees Farm. In the distance is the BA and on the left a house used by the farm workers. c.1954/55.
Bibliography
| 1947 | British Aluminium Co | Metal Industry |
| 1955 | British Aluminium Co | The History of the British Aluminium Company Ltd 1894-1955. |
| 1954 | Rowe, A.C. | ‘The plant, equipment and works practice at the Falkirk Works of the British Aluminium Co Ltd,’ Sheet Metal Industries. |
