In 1854 the following description of the Falkirk Iron Works was published:
“In noticing a work of this description the principal difficulty is in knowing where to begin, there is so much to be described. When you visit the warerooms, and look at the multitude of articles in a finished state that are piled up on every side, you feel quite oppressed with a sense of the varied labour that has been expended upon them previous to their being collected here; and in giving a description of that labour one feels at some loss respecting the particular point at which it should be taken up. As nothing can be produced, however, without a pattern having been previously prepared, we shall commence with the pattern. After the design has been drawn upon paper by the designer, a model of it is taken, sometimes in wax and sometimes in plaster of Paris. It is then cast in tin and chased up, and from this tin copy the finished pattern is cast in iron or brass, as the case may be. In cases where few castings are required from a single pattern, the casting of the work is made at once from the tin pattern, but in most instances iron or brass patterns are made. The pattern is the most expensive part of the work, both from the time required for its production and from the superior skill necessary in its formation. A single set of patterns for a stove not infrequently costs upwards of £100. We saw a brass pattern for a single bracket, not of very large dimensions, which cost £17, and one for a door scraper which cost £13. It sometimes happens, too, that this enormous expense is uselessly incurred. Should the design not please the public taste – in other words, not take the market – all the ingenuity of the designer, and all the labour in modelling and casting the pattern, are lost to the proprietor. But mishaps of this kind are overbalanced by the demand for the popular designs, which is sometimes so great that new sets of patterns have not infrequently to be made in order to meet it. The rooms containing finished patterns in the establishment under notice have a length of 280 feet; and the average width may be stated at 20 feet; and when this fact, along with the cost of each pattern, is taken into consideration, some idea may be formed of the enormous capital required to carry on a work of this kind.”
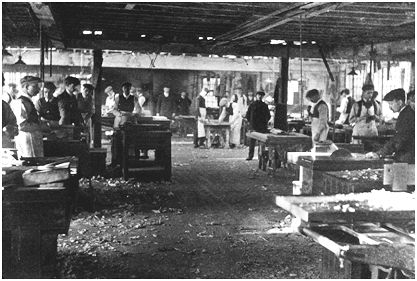
Illus: The Pattern Shop in New Grange Foundry.
Patternmakers were very skilled men who translated the flat drawings of the designers into three-dimensional full scale models, usually in wood. Their workshops contained the equipment necessary to turn a rough block of wood into a beautifully finished sculpture – from the circular saw to gouges. Sometimes the surfaces had wide, sweeping graceful curves and at other times there was a great amount of minute detail with representations of plants and animals. The workshop had to be well lighted and the benches were placed adjacent to the windows.

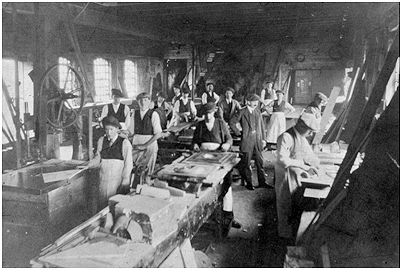
Illus: Making a pattern for the front of a stove at the Columbian Stove Works.
Once made, the pattern was carefully stored for future use. At Carron Ironworks in 1869 a visitor noted:
“patternshop… a large three-storey building, on the lower floor of which is a saw mill and other machinery for preparing wood. On the middle floor the patterns are made; and the upper is filled from end to end with a vast collection of patterns of articles of all sorts from a spittoon to the cylinders of a 200 horse-power engine. As the cost of making the patterns is very great – those here collected representing many thousands of pounds – they are carefully preserved. The patterns are made of wood, and considerable skill is required for their constructions”.
The next section under the “Components” heading is the Moulding Floor. Click here to read.
