
The 1869 visit at Carron continued:
“When the patterns are completed, they pass into the hands of the moulders, who take an impression or mould of them in sand. The more simple the outline and plainer the surface of the article, the more easy it is to form the mould. For instance, nothing could be more simple than the operation of making a mould for the heater of a dressing-iron; but the moulding of a tea kettle requires considerable skill on the part of the workman. A few years ago, the Prince of Wales visited Carron for the purpose of inspecting the works, and expressed a desire to see the process of moulding. The moulding of a common three-legged pot was shown him; and no better illustration could be given of the moulder’s work. As the same process was brought under our notice, we may explain how it is done. The patterns for a pot consist of nine pieces – two for the body, three for the feet and two for each of the ears. The body pieces have been formed by taking a completed pot, denuding it of feet and ears, and cutting it vertically into two pieces. These pieces the moulder takes, and, placing the severed edges together, lays them down on his bench with the bottom upward. He then encloses the pattern in a circular casing, which he fills up with sand. The sand is rammed down all round and over the pattern, care being taken during this process to insert the feet pieces, and also a wooden plug to form a “gate” through which to pour the metal. The moulder then turns the box over, and fills the inside of the pot with sand. The next part ——– fully lifted off, one half at a time, exposing the “core” or globular mass of sand, which represents the interior of the pot. The whole surface of the sand is next thickly dusted with ground charcoal, and rubbed quite smooth – a process which makes the iron take a finer “skin” than it would otherwise do. The feet and ear pieces having been withdrawn, all that is now necessary is to put the casting together again, fasten it tight up, and prepare the “gate” by pulling out the plug and rounding off the edges of the hole. So compact does the sand become that the completed mould may be moved about freely without sustaining injury. An expert hand can mould a pot of the largest size in from fifteen to twenty minutes. After a certain number of moulds have been prepared the workmen proceed to “cast” them. The molten metal is carried from the furnaces in huge ladles, and appears to be as fluid as water. When it is poured into the mould, gas is at once generated, which finds its way through the sand, and, issuing from the joints of the casing, becomes ignited, and burns with a beautiful purple flame. Were the gas not allowed to escape, the mould would burst, and the consequences to the workmen would be most disastrous. It is a curious fact that, while a few drops of water would ruin a mould, the boiling metal may be poured in from a height of a couple of feet without disturbing a particle of sand.
When the metal has sufficiently cooled, it is dug out of the sand… “
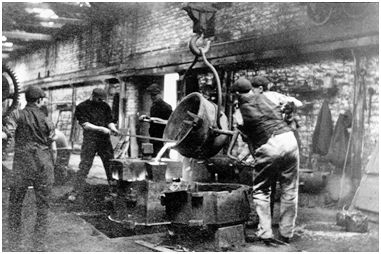
For small castings long-handled ladles were used. Larger castings required the use of a tipping crucible carried on either a bogie or suspended from an overhead crane.
.
Illus: Pouring molten iron into a mould assisted by an overhead crane, Falkirk iron Works.
.
The sand had to be carefully prepared – a task devolved to the apprentices. These young boys would arrive at the works well ahead of the moulders and start sieving the sand. To bind it resin was used. Higher quality imported sand could save much of this work and with the coming of mechanisation cleaning plant was installed.
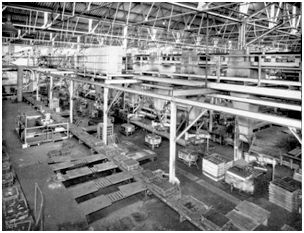
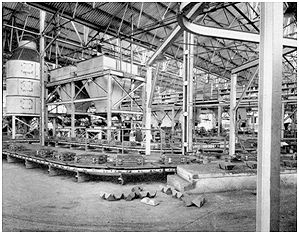
Powered ramming machines replaced the old hand-held rammers to compact the sand and conveyor belts took the moulding boxes to the sand. Most of the heavy lifting was then done by machinery. Smith & Wellstood invested heavily in a complete mechanised foundry in 1950. Most of the old Columbian Stove Works was demolished and a new steel structure erected in its place. Inside this the usual operations took place but in a radically different way. It was described in 1956:
“The moulding side is a complete cycle. The sand from which the moulds are made is conveyed to a series of hoppers. The moulding boxes pause under the hoppers, are filled, and rise automatically to have the impression of the castings pressed into them. A moving track carries them to the casting station, where an overhead railway has brought ladles of hot metal to meet them. The pouring completed, the cooling moulds pass on until they reach machines which shake them so violently that the sand drops away. One conveyor takes the casting off to the dressing shop, another carries the empty moulding box back to the beginning of the cycle, and the sand is whisked away to be broken up, screened, watered, milled, aerated, and fed back into the hoppers again. The entire plant is electrically controlled from a room overlooking the foundry and the various parts of the system can be so regulated that an even flow is maintained. Indeed, much of the control is automatic: the switchboard is so designed that it is not possible under normal conditions to start or stop machines except in the correct sequence.”
The next section under the “Components” heading is Finishing and Fitting. Click here to read.
