Pig iron was fed into the top of the cylindrical furnaces or cupolas for re-melting along with small quantities of scrap iron, coke for the fuel and limestone to act as a flux. The amount of metal used increased dramatically throughout the twentieth century and so whilst
Larbert Foundry was using 14 tons each day in 1885 this had risen to 35 tons in 1892. Here are some examples of consumption:
| 1868 | 300 tons per week | Falkirk Iron Co. |
| 1875 | 2 tons per day | Forth & Clyde Iron Works |
| 1883 | 10 tons per day | Callendar Iron Works |
| 1885 | 10 tons per day | Springfield Foundry |
| 1885 | 14 tons per day | Larbert Foundry |
| 1892 | 35 tons per day | Larbert Foundry |
| 1892 | 30 tons per day | Forth & Clyde Iron Works |
| 1910 | 60 tons per day | Callendar Iron Works |
The location of the cupola within the works varied according to the particular situation. Some foundries, such as Callendar, placed it against the railway embankment so that pig iron brought in by rail could be loaded from the top, though scrap iron was often brought in by road. The cupola in the Rosebank Foundry was placed near the centre of the works so that the molten metal would not need to be carried far in any direction.

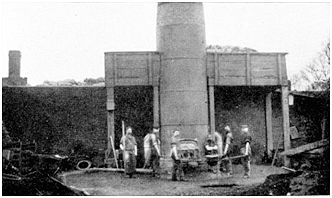
Illus: The first Steam Hoist at Callendar Iron Works installed in 1887 for lifting scrap metal up to the charging platform.
The method of lifting pig iron or scrap metal from the moulding floor to the charging platform of the cupola tended to become more mechanised with time. At the Callendar Iron Works, for example, the metal was placed in hand barrows and wheeled up a wooden gangway to the furnace bank when the works began in 1876. In 1887 a hydraulic hoist was added by Blackadder Brothers. By 1907 this had been replaced by a steam hoist, and this in turn gave way to a larger version.
At Falkirk Iron Works in 1854 pig iron was bought in large quantities from Carron Works and from Dundyvan in Glasgow and Airdrie.
“When it arrives it is placed in an open yard, piled up in heaps, and looks like rusty old rails which have not been very carefully cast. It comes to the works in short bars, from three to four feet in length; it is then broken up into small pieces, previous to its being thrown into furnaces. At this work the pig-iron is raised to the platform at the mouth of the furnaces by a very simple process, which involves a considerable saving in time and labour. In some instances this is done on what may be termed a step-by-step principle – that is, by one or two men throwing it up to one platform, on which are stationed other two men, who throw it on to another platform further up, and so on till it reach the proper height.
Here, however, it is raised at once, in small trucks, by means of a sort of water balance, to a small railway, along which it is conveyed to the mouth of the furnace, where two men stand and throw it in, mixed with the coke, in the proportion of from 2.5cwt to 4cwt of the latter to the ton of pig iron. There is also a proportion of limestone put into the furnace along with the iron and coke, in order to improve the flux of the metal. The furnaces are of various shapes, according to the predilections of the parties erecting them. Those here are cupolas, and two in number. On the outside they are cased with iron; the inside is composed of firebrick, bedded in carefully prepared fire-clay, a substance of vast importance to founders for a variety of purposes. The furnaces are wrought alternatively. The one in use to-day is idle to-morrow; and while in rest it undergoes a careful examination, and all damage that has resulted from the previous day’s work is repaired, so as to render it fit for relieving its neighbour, which in the meantime is labouring under strong internal convulsions for the public good – fusing metal for tea kettles or saucepans, pottage pots, grates, stoves, pillars for a bridge, columns for a viaduct, gates for a palace, seats for a garden, classical vases or an Apollo Belvedere, and a thousand things besides both useful and ornamental.
Leaving the mouth of the furnace and carrying a strong impression along with you that the men stationed there must have an iron constitution or rather something superior to an iron constitution, since they don’t melt, you are anxious to proceed to the bottom to see the change which that extraordinary heat you felt to be so oppressive and painful while immediately under its influence, has effected on the hard metal which you saw thrown into it. Arrived at the bottom, then, you see a number of men and boys carrying between them small caldrons with long handles. These are used for carrying the fused metal to the moulding shop, which have been previously prepared. At the bottom of the furnace there is a tap which is filled up with fire-clay. When the moulders come with their kettles this tap is opened and the burning liquid comes streaming out, while a workman, who may be called the tapper, stands with a long rod with a small quantity of fire-clay on the end of its ready to close up the aperture through which the liquid metal is rushing as soon as the kettle is filled. This fire-clay plug is a wonderful thing in its way; for, although it is subjected at one end to an almost inconceivable degree of heat, the end next the outside remains cool, so that a workman could take it out with his hand. Previous to filling the kettles with the metal which is destined to assume a new form and be applied to a new one, we ought to have visited the moulding shop and witnessed the busy moulders preparing the moulds…“
By the 1870s the study of the thermodynamics of cupolas was well under way, though most improvements tended to be empirical. Fuel efficiency and labour saving devices sprouted up in all parts of the industry and many managing partners put their hands to this task. Archibald Ure of the Grahamston Foundry patented his improvements after testing them on the Company’s old cupola. They were then applied to the new design in 1875. However, what most impressed the journalists was the new cupola’s architectural merit:
“On Thursday Grahamston Foundry was en fete on account of using the new cupola for the first time. The cupola and appliances have been under erection for a considerable time, and are of a very complete and substantial character. It has been much the practice for foundries to put up hideous erections, but the Grahamston Iron Company have in this case imparted an ornamental appearance, which produces a very pleasing effect. The platform framework is composed of strong Belgian girders, and is supported by six ornamental columns. The arrangement of the cupola proper also illustrates the judicious combination of massive strength and artistic finish.”
(Falkirk Herald 8 July 1875).
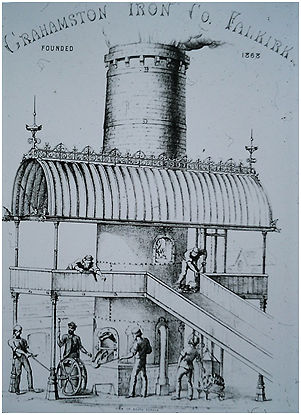
Illus: Drawing of the Grahamston Cupola of 1875. Note the Ramp on the right.
The 1880s saw the installation of numerous hoists by Blackadder Brothers. In 1881 the firm added a mechanical hoist to the five year old cupola at Grahamston Foundry. Two years later, when a new foundry was set up at Grangemouth, it was natural to have it built as part of the initial construction project. In case any of the chains gave way a catch, invented by Blackadder Brothers, was fixed to the supports to prevent accidents. A similar hoist was added to Abbots Foundry in 1883. Progress in this respect was not even throughout the district. It was only in 1948 that a hoist was erected at the Broomside Foundry. Before that
“all materials were taken up by a wheelbarrow on a two tier ramp. There was a centre metal hollow rail, and wooden slats nailed to the gang plant for the man’s feet to grip.”
In 1927 Falkirk Iron Works became the first in Scotland to introduce Poumay cupolas. This patent design produced a coke saving of up to 30% because it was designed to burn the waste gases more efficiently. However, the new working practice did not stop there:
“The cupolas are charged by a 2.5 ton electrically-driven gib crane travelling on a gantry about 250 feet long. The pig iron and coke are filled into buckets with drop bottoms, and are weighed on a Salter’s balance with chain block attached that raises the charge and the container about two inches from the ground and registers the correct weight. The travelling gib crane then picks up the bucket and takes it right across the charging floor and drops it into the cupola; no men being employed on the charging floor except the man who is working the crane. There is also a five-ton travelling crane, running the full length of the gantry, with an electric magnet which picks up the pig iron and scrap and carries it forward to the weighing position.”
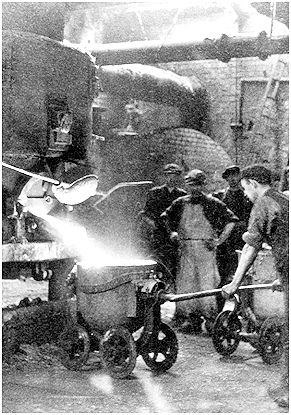
Illus: Tapping the Cupola and running the molten metal into a four-wheeled bogie.
After the Second World War there was a great shortage of skilled labour but an increased demand for products. This situation further promoted the trend towards greater mechanisation. In 1947 the Grahamston Iron Co set up two self-charging cupolas to supply their new mechanised plant with an adequate and steady flow of molten metal. In addition to being self-charging, the cupolas had a new drop-bottom design for easier clearing of the interior after the day’s work. They were due to have been in operation in the spring of that year, but due to shortage of materials and component parts it was October before they commenced operation.
By removing a plug of refractory clay from near to the base of the cupola the molten metal poured out and was collected in a steel bogie or ladle, often manufactured locally, for distribution throughout the works.
The next section under the “Components” heading is the Pattern Shop. Click here to read.
